

The additive manufacturing is a growing process used to meet growing demand.It is a process of producing parts by inserting objects that are contrary to the ordinary. The process of creating models with reduced development and production time is discussed in a holistic way.

Emerging production practice is very much focused on increasing productivity. Many different ways to improve the production of the manufacturing industry include modification of the production cycle, increasing the life of the cutting tool, reducing the complexity of the design, etc. However, the natural increase in size reduction and color in construction requires an alternative production method. Additional production is a growing process used to meet growing demand. It is a process of producing parts by inserting objects that are contrary to the ordinary.
The importance involved in making full use of this technology is considered, as well as the ability to meet the extended needs of the product. It also helps to embrace the more complex design, reduced material waste, to replace damaged parts of high demand, etc. This work presents a comprehensive research survey on various production strategies, the integration of digital pre-processing processes, and the product-based design process. The process of creating models with reduced development and production time is discussed in a holistic way. Many application-based items are described in detail and a few structures at the end of rapid production.

The Evolution of the Additive Manufacturing Industry-
- Early Beginning
- Growth
- Maturity
- Early Beginning
- The introduction stage is characterised by small sales, low rates of market penetration, high costs and low quality
- AM spent quite some time in this stage with barriers to growth including industry-wide innovation hampered by patent restrictions and difficulties reducing the cost of machines.

2. Growth
- The AM sector is now in the growth stage.
- This stage sees accelerating market penetration as prices fall.

- The 2018 Wohler’s Report tells us that worldwide revenues from AM products in 2017 totalled $3.133 bn, a 17.4% increase from $2.669 bn in 2016.
- While many in the sector continue to debate the methodologies behind the Wohler figures, few would dispute that the industry is growing, and at a fast pace.
- The huge annual increase in revenue continues to attract interest in other sectors (finance, manufacturing).
3. Maturity
The maturity stage is mainly characterised by
- Cost efficiency through capital intensity
- Scale efficiency
- Low input costs
- The tipping point will likely be wider scale application of AM technologies in mass manufacturing.
- As AM reaches maturity, more large and publicly owned firms will develop.
- This will provide more data on equipment, materials and services sales and more insight into profitability.
Prototyping
Prototyping is one of the most important ways to improve productivity.
- Prototyping is the process of creating mathematical-ical models, pencil drawings, practical visual models and foam models into a real body model. This process of creating scales can easily be considered errors and errors in the production process. The active component can be checked for errors in connection and overloading of the active components.
- Numerous changes can be made to designs and variations can be considered by creating multiple prototypes. Repeated pro-cesses are simplified by the prototyping process. Prototypes can change errors created in the production system during design.
- Rapid Prototyping (RP) usually speeds up the formation and production process. It can create free product production. Wrong versions can be easily made to improve products by introducing the product in a negotiation session.
Materials used in Prototyping
The most widely used materials in the development are steel alloys, ceramics, polymer composite, concrete and Bio compliant. Polyether ether ketone (PEEK) can be applied to facial plants by creating three-dimensional implants of complex bone structures. The Ti-24Nb-4Zr-8Sn is designed for Acetebular cup as the equipment has a high relative density and the required mechanical properties. Ti-6AI-4V is used to build rat tissues as porosity plays a key role in tissue growth and cohesion in bones.

Ti-6Al-4V is used as a pig’s skull as the Scaffolds were able to adapt to bone formation.
Especially 3d printed objects are hygroscopic. ABS, BVOH, HIPS and nylon are at high risk of moisture. Polyaryletherketone (PAEK) and Polyether ether ketone (PEEK) have long existed in the industry providing a low-temperature process window (355–375 ° C), compared to both the PAEK and PEEK range of 350–430 ° C. Siemen has created a dry room pre-mixer that emits a small air or fire extinguisher using printable nickel as the core for large alloys. This is a high quality gas turbine from aero. In a report entitled ‘‘ 3D Printed Stem-Cell Derived Neural Progenitors Generate Spinal Cord scaffolds ’bio polymer was created using silicone and stem cells formed by 3D printing used as a small object in the middle of the spine . The developers of Techshot and 3D bioprinter, nScrypt, have shown that printing can be done at zero gravity in space applications. Reinforced Nano materials are also used to build high-strength parts and high finish.
AM techniques
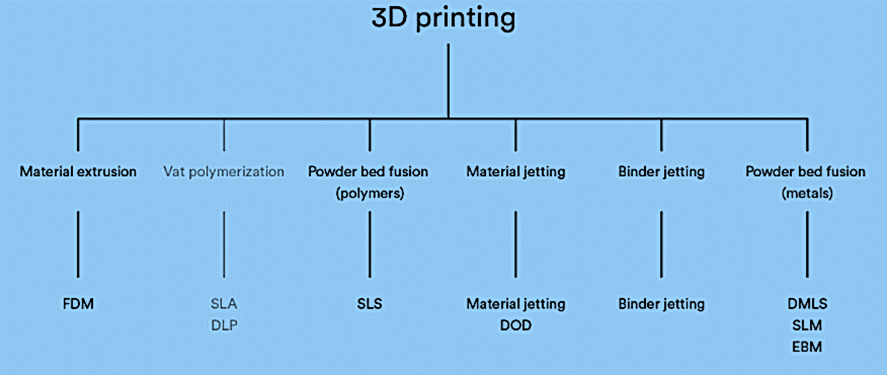
1-Selective laser sintering
SLS is an additive manufacturing (AM) technique that uses a laser as the power source to sinter powdered material (usually nylon or polyamide), directing the laser automatically in the spaces defined by the 3D model, incorporates the essentials for solid formation.
2-Stereolithography (SLA)
- Stereolithography (SLA) is an additive manufacturing process that belongs to the vat photopolymerization family.
- There are three main 3D printing technologies associated with vat polymerization: SLA, DLP, and LCD.
- Stereolithography (SLA) uses UV lasers as a light source to selectively cure a polymer resin.
- Digital light processing (DLP) uses a digital projector as a UV light source to cure a layer of resin.
- Liquid crystal display (LCD) uses an LCD display module to project specific light patterns.
3-Selective Laser Sintering (SLS)
- SLS is an additive manufacturing (AM) technique that uses a laser as the power source to sinter powdered material (typically nylon or polyamide), which automatically directs the laser to the spaces defined by the 3D model, combines the tools together to form a solid structure.
- A layer of powder is applied to the platform and thermal energy source like an electron beam or laser covers the powder before the second layer is applied with a roller or blade.
4-Fused deposition modelling (FDM)
- Material extrusion is a process often used in inexpensive at-home 3D printers.
- The materials are piped, heated, and then placed in a continuous stream.
- Accuracy is reduced because of the nozzle thickness and is one of the slowest AM technique.
5-Binder Jetting
- The binder jetting process uses two components; a powder based material and a binder.
- The binder acts as an adhesive between the powder layers.
- The binder is usually in a liquid state and the building material is in a powder form.
- A print head moves horizontally along the x and y axes of the machine and deposits alternating layers of the build material and the binding material.
1. Creation of the virtual model
A Virtual model can be built with many of the existing modeling software. Designs are created using data provided by design engineers or data obtained from existing designs. The visual model is also known as CAD models created extensively in software such as AutoCAD, Creo, Solidworks, Catia, Unigraphics etc has exact amounts of the real thing in real time.
Production is done after visual analysis of the object in other analysis software such as ANSYS, COMSOL, ABAQUS etc. Models are also created using retrospective engineering. Scanning machines are available to create a virtual prototype model with a simple scanning process. The machine uses UV light as a scanning source extracted from the source and received after hitting the target object for scanning. Advanced scanning equipment of more than 100 mm is available for scanning objects that use white or blue light as a source of scanning. These scanners play a major role in the back-end engineering process in creating and customizing various applications. The transplant parts are created by scanning bone fragments or the external structure of the human body to create the correct duplication of the part.

2. Understanding the functional part
Functional parts are complex structures created by designers who are well cared for by the production process. The integrated component system is very clearly designed with the space between the parts with high accuracy. These components can be created by the AM process as a single component or as composite components. Parts must be submitted for consideration in others a process similar to the SLA for material stability. The moving parts created as an organization will be designed with the authorization value of the AM process.
3. Converting into .STl
Created models are converted to Standard Triangle Language (STL) or Standard Tessellation Language through the cutting process. The STL file basically defines the top file geometry of a given design that removes all formatting, colors and other CAD attributes This format also specifies both ASCII binary code presentations. The SLT file converts design file data into a triangular space using three-dimensional Cartesian links. It follows the rule in the right hand order of the standard unit and triangular tweets.
4. Slicing and creating supports
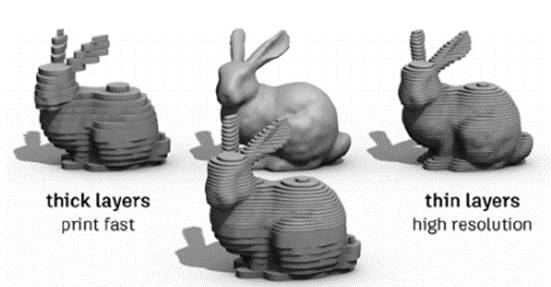
Contour data is generated in the form of STL files. The cutting process is done horizontally according to the required size of the layer Cutting is done uniformly throughout. Cutting can also be done with flexible thickness i.e. the thickness between the pieces varies depending on the geometry and mechanical strength.
The higher the thickness of the layer, the lower the finish.Represents the difference between the cutting thickness of one part.
Particularly in AM industry standards in the de facto industry are used as it has the potential to simplify and integrate a triangle into almost any complex area. The biggest disadvantage of this is cutting the power of the software. Not all the 3DCAD software’s can do the process of slicing only a specific software’s. CURA is the most widely used software for cutting the base of the Meshmixer cutting process, Blender is one of the software. Supports will be built in sections with high hanging structures for better creation.Water-soluble PLA materials are designed for easy removal of foundations.

In the Left object is supported with water soluble material and the right one is provided with the same material support
5. Export to .gx code file
Slicing software creates G code for 3D printing system
cess. The G code complies with the CNC machine encoding process. The created code provides movement on the extruder head and platform direction. In some machines the platform is adjusted and the extruder moves to x, y and z but in some machines only the platform goes to z. This movement is controlled by the g-code provided specifically for each machine software.

What about future?

By 2021, progress will continue, with large and small software companies focusing on software solutions to meet the needs of additional technology. This innovation will improve the next generation of software tools that will drive AM forward in industrial development.
Trends Shaping The Future of Additive Manufacturing
1. Additive software innovation will play catch-up
2. Increased focus on machine connectivity
3. The continued convergence of AM and AI
4. AM will drive distributed manufacturing
5. The next wave of growth in additive MES
Conclusion –
The development of AM technology on the metal side and polymers creates a vase base for the research process that makes complex basic structures more productive. The major drawback of these processes is the mass production of large-scale components. Time-wasting construction of complex structures and flexibility is high.
Reference
1-https://www.3dsourced.com/guides/history-of-3d-printing/#history-of-3d-printing-part-1-1980-1995-inception-early-innovations-in-3d-printing
2-https://3dprinterchat.com/3d-printing-history/
3-https://redshift.autodesk.com/history-of-3d-printing/
4-https://www.futurebridge.com/blog/additive-manufacturing-in-the-automotive-industry/


