

Advance manufacturing process

Institute in Pune, Maharashtra
Publishers :
Bhavesh Bedse , Ayush Bhakkad , Vedant Bharuka, Sarang Deshpande, Raj Gharate
Guide : Prof. Avdhoot Rajurkar
Abstract :
Shaped-tube electrolytic machining (STEM) is a highly specialised form of electrochemical machining
(ECM) that is used to drill small, deep holes in electrically conductive materials. STEM is unaffected
by material hardness or toughness because it is an electrochemical process
What is Electrochemical machining(ECM)?
Electrochemical machining (ECM) is a non-traditional machining technology that depends on
electrochemical dissolution to remove workpiece atoms.
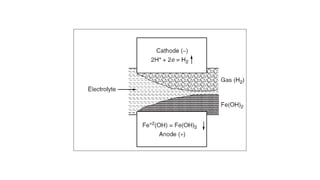
• The electrolytic solution fills the space between an anodic work piece and a preshaped cathodic
tool, and the electrolyte eliminates the dissolution products created in the interelectrode gap, such as
metal hydroxides, heat, and gas bubbles.
Shaped tube electrolytic machining (STEM) is based on the dissolving process that occurs when an electric potential difference between an anodic work piece and a cathodic tool is enforced. The electrolyte, which is usually sulphuric acid, causes the anode surface to be removed due to the existence of this electric field.
Shaped tube electrolytic machining (STEM) is a low-cost, rapid machining method that avoids mechanical stress.

The Electric Aircraft Engine Group devised STEM to drill holes that could not be drilled using conventional methods. Initially, electrochemical machining was used to drill these holes (ECM). STEM is a better version of ECM since it employs an acid electrolyte to allow moving metals to dissolve.
The electrolyte flow removes the metal ions from the solution once they have been dissolved. A conducting cylinder with an insulating coating on the outside is pushed toward the workpiece at a specific feed rate while a voltage is provided across the machining gap. A cylindrically formed hole is obtained in this manner.
• As a result, STEM is a modified version of the ECM that employs acidic electrolytes.
• The process is capable of producing small holes in electrically conductive materials with diameters ranging from 0.76 to 1.62 mm and a depth-to-diameter ratio of 180:1.
• It is difficult to machine such small holes using normal ECM because the insoluble precipitates produced obstruct the electrolyte’s flow path.
Sulphuric, Nitric, and Hydrochloric Acids are examples of electrolytes. ten to twenty-five percent by weight in water Temperatures: 38°C (sulphuric acid) and 21°C (non-sulphuric acid) (others)
• Voltage: 275–500 kVa
• Pressure: 275–500 kPa 8–14 V (forward) 0.1–1 times the forward speed
• Forward: 5–7 seconds 25–77 ms in reverse
• Feeding rate: 0.75–3 mm per minute
Capabilities in the STEM
• Hole size: 0.5-6mm in diameter with a 150 aspect ratio
• Tolerances for holes: 0.5-mm diameter ± 0.050mm 1.5-mm diameter ± 0.075 mm 60-mm diameter ± 0.100 mm Hole Depth ±0.050 mm.
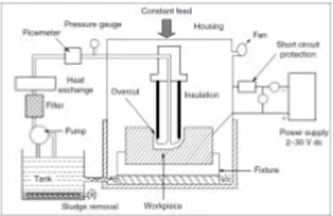
Construction
Except for the tip, the tube is straight and insulated the entire length. Furthermore, the acid electrolyte is pushed through the tube till it reaches the tip. The electrolyte then returns to the top of the workpiece through a gap generated on the outside of the coated tube. The pace at which electrolytes are delivered is the same as the rate at which the workpiece dissolves.
The STEM method necessitates a direct current (DC) voltage of between 5 and 15 volts (Sharma S, & Jain, V.2002). The use of low voltage necessitates the use of a more conductive acid electrolyte. Lack of mechanical conduct ensures uniform wall thickness during repetitive manufacture utilising the STEM method. High-integrity holes are created by dissolving the molecules of the generated materials molecule by molecule. Because there is no mechanical or thermal demand on the tool, it does not wear out. As a result, all of the articles have the same dimensions and accuracy, making the process more dependable and productive.
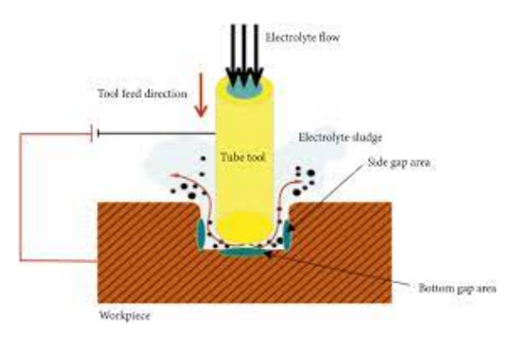
Working
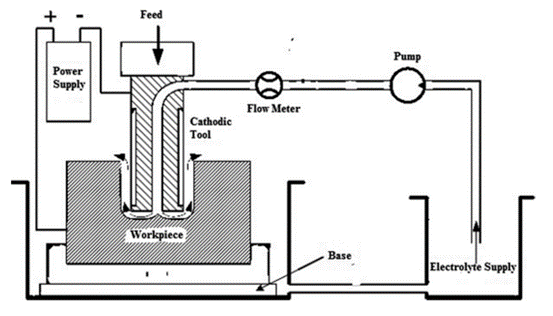
A conductive tube is moved towards the workpiece and electrolyte is passed through the tube that is in contact with the workpiece while drilling a hole of uniform diameter using a shaped-tube electrolytic machining process. A fixed electric current will be passed between the tube and the workpiece as a result of this. A sensor should be used to maintain this constant electric current. The sensed fixed electric current is compared to a reference signal, and adjustments are made based on the results of the comparison. This ensures that the conductive material in the hole is uniformly charged. In STEM, acids, particularly nitric and hydrochloric, are commonly used (Sharma S, & Jain, V.2002). According to some researchers, neutral salt electrolytes are utilised with a tiny quantity of acid electrolytes.
This helps to prevent sludge from forming in the electrolyte. The method operates on the premise of drilling holes by deplating an electrically conducting material in a controlled manner. Inside an electrolytic cell, the deplating process takes place. The cell is made up of a negatively charged metal side and a positively charged workpiece, separated by an electrolyte that flows between them (Robert, H. & Allen, D, 1994). The positively charged side, referred to as the cathode, is made up of an acid-resistant tube. Titanium, which is fashioned according to the geometry of the required hole, is an example of a material that can be employed.
Model formation
The following dimensional accuracies are present in the STEM process: Dimensional tolerances of ±0.0002” (±0.005mm) can be maintained, and another dimensional tolerance of ±0.002″ (±0.05mm) can be maintained. Finally, 15 micron inch Ra surface treatments can be accomplished in a single pass.
Consider a situation in which a tool with an outer radius of r1 is steadily drilling a hole with a radius of r2. An f represents the feed rate at which the tool is moving. If a voltage of V is placed between the tool and the workpiece, then dr/dt=EJs/FPa is the rate of change in hole radius. It is machining time; E is gramme equivalent weight of workpiece material; F is Faraday’s constant, a density of workpiece material.
Js is the current density at any radius r, and Js=Is/Area=Is/2rL is the formula. In addition, Is=V/Rg=2LVKe/ln (r2/r1).
We assume that the resistance of the electrolyte in the side gap is the same as the resistance of the electrolyte enclosed between two concentric cylindrical electrodes of length L when using the preceding equation. L denotes the magnitude of the BTL, while e denotes the electrolyte’s effective conductivity. When utilising two concentric cylinder electrodes, on the other hand, the calculation assumes that the current is uniform along the length of the electrodes. This hypothesis is backed by two factors. The first is that it is mostly coming from the BTL. Second, the distribution of side currents should be uniform. Putting the two equations together and integrating between the limits r=r1.DAROC (g) =KVKet/FPa can be predicted using the resultant equation.
Advantages
• A depth-to-diameter ratio of 300 is possible.
• In a single run, a large number of holes (up to 200) can be drilled.
• It is possible to machine nonparallel holes.
• Drilling blind holes is possible.
• There are no recast layers or metallurgical flaws.
• Hole shapes and curves, as well as slots, can be created.
Limitations
• Corrosion-resistant metals are processed using this method.
• Drilling single holes with STEM is sluggish.
• When working with acid, you’ll need a particular workspace and environment.
• There is a build-up of hazardous waste.
• The use of sophisticated machining and tooling technologies is necessary.
Applications
• Because the method involves acid electrolytes, it can only be used to drill holes in stainless steel or other corrosion-resistant materials in jet engines and gas turbine elements such as turbine blade cooling holes.
• Nozzles for fuel.
• Any holes where recasting with EDM is not an option.
• Wire EDM starting holes.
• Drilling holes in corrosion-resistant metals that are difficult to machine conventionally.
• Drilling oil tubes in bearings to prevent cracks caused by EDM.
Conclusion
To summarise, various advancements have been made since the discovery of STEM to ensure the manufacturing of micro-holes with a favourable depth to diameter ratio. This method has also been used to create holes of various forms. Elliptical and rectangular holes, as well as holes with curved surfaces, are examples of such shapes. These advances have been made possible by carefully managing the process parameters. There’s also the utilisation of sophisticated tooling and high-quality electrolyte production. Better operating techniques are still required to ensure environmental safety. Acid electrolyte is used in the process, which is caustic and hazardous by nature. The process of drilling a hole also produces harmful gases. A shaped-tube electrolytic polishing technique is now making development. Despite all of STEM’s flaws, it remains one of the most effective drilling techniques. As a result, the hole’s surface roughness is minimised, and smooth holes are generated. The STEM method is currently widely utilised since it is simple and reliable.


